新聞資訊
鋼結(jié)構(gòu) |鋼結(jié)構(gòu)的八項(xiàng)基本知識(shí),值得收藏
廣東建筑工業(yè)化展 2017-11-09 1446
?

一、鋼結(jié)構(gòu)的特點(diǎn):
1
、鋼結(jié)構(gòu)自重較輕
2、鋼結(jié)構(gòu)工作的可靠性較高
3、鋼材的抗振(震)性、抗沖擊性好
4、鋼結(jié)構(gòu)制造的工業(yè)化程度較高
5、鋼結(jié)構(gòu)可以準(zhǔn)確快速地裝配
6、容易做成密封結(jié)構(gòu)
7、鋼結(jié)構(gòu)易腐蝕
8、鋼結(jié)構(gòu)耐火性差
二、常用鋼結(jié)構(gòu)用鋼的牌號(hào)及性能
1
、炭素結(jié)構(gòu)鋼:Q195、Q215、Q235、Q255、Q275等
2
、低合金高強(qiáng)度結(jié)構(gòu)鋼
3、優(yōu)質(zhì)碳素結(jié)構(gòu)鋼及合金結(jié)構(gòu)鋼
4
、專門用途鋼
三、鋼結(jié)構(gòu)的材料選用原則
鋼結(jié)構(gòu)的材料選用原則是保證承重結(jié)構(gòu)的承載能力和防止在一定條件下出現(xiàn)脆性破壞
,根據(jù)結(jié)構(gòu)的重要性、荷載特征 、結(jié)構(gòu)形式、應(yīng)力狀態(tài) 、連接方法、鋼材厚度和工作環(huán)境等因素綜合考慮的。
《鋼結(jié)構(gòu)設(shè)計(jì)規(guī)范》GB50017-2003提出的四種鋼材型號(hào)是“宜”使用的型號(hào),是在條件許可時(shí)的首先選擇
,并不禁止其它型號(hào)的使用,只要使用的鋼材滿足規(guī)范的要求即可。
四、主要鋼結(jié)構(gòu)技術(shù)內(nèi)容:
(1)高層鋼結(jié)構(gòu)技術(shù)
。根據(jù)建筑高度和設(shè)計(jì)要求分別采用框架、框架支撐、筒體和巨型框架結(jié)構(gòu),其構(gòu)件可采用鋼、勁性鋼筋混凝土或鋼管混凝土。鋼構(gòu)件質(zhì)輕延性好,可采用焊接型鋼或軋制型鋼,適用于超高建層建筑;勁性鋼筋混凝土構(gòu)件剛度大,防火性能好,適用于中高層建筑或底部結(jié)構(gòu);鋼管混凝土施工簡(jiǎn)便,僅用于柱結(jié)構(gòu)。
(2)空間鋼結(jié)構(gòu)技術(shù)?div id="4qifd00" class="flower right">
?臻g鋼結(jié)構(gòu)自重輕、剛度大、造型美觀,施工速度快。以鋼管為桿件的球節(jié)點(diǎn)平板網(wǎng)架、多層變截面網(wǎng)架及網(wǎng)殼等是我國(guó)空間鋼結(jié)構(gòu)用量最大的結(jié)構(gòu)型式。具有空間剛度大,用鋼量低的優(yōu)點(diǎn),在設(shè)計(jì)、施工和檢驗(yàn)規(guī)程,并可提供完備的CAD。除網(wǎng)架結(jié)構(gòu)外,空間結(jié)構(gòu)尚有大跨懸索結(jié)構(gòu)、索膜結(jié)構(gòu)等。
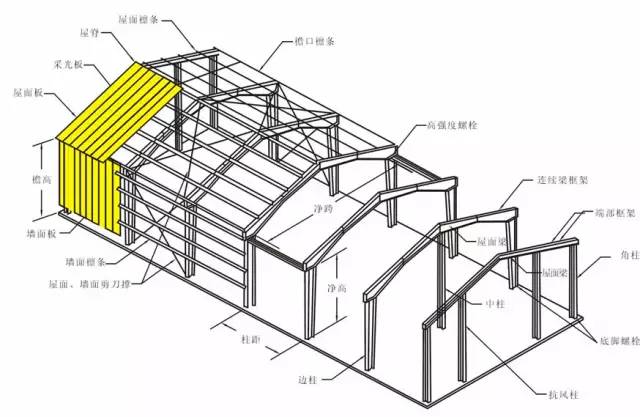
(3)輕鋼結(jié)構(gòu)技術(shù)
。伴隨著輕型彩色鋼板制成墻體和屋面圍護(hù)結(jié)構(gòu)組成的新結(jié)構(gòu)形式。由5mm以上鋼板焊接或軋制的大斷面薄壁H型鋼墻梁和屋面檁條,圓鋼制成柔性支持系統(tǒng)和高強(qiáng)螺栓連接構(gòu)成的輕鋼結(jié)構(gòu)體系,柱距可從6m到9m,跨度可達(dá)30m或更大,高度可達(dá)十幾米,并可設(shè)輕型吊四。用鋼量20~30kg/m2?div id="d48novz" class="flower left">,F(xiàn)已有標(biāo)準(zhǔn)化的設(shè)計(jì)程序和專業(yè)化生產(chǎn)企業(yè),產(chǎn)品質(zhì)量好,安裝速度快,重量輕,投資少,施工不受季節(jié)限制,適用于各種輕型工業(yè)廠房。
(4)鋼混凝土組合結(jié)構(gòu)技術(shù)
。以型鋼或鋼管理與混凝土構(gòu)件組成的梁、柱承重結(jié)構(gòu)為鋼混組合結(jié)構(gòu),近年來(lái)應(yīng)用范圍日益擴(kuò)大。組合結(jié)構(gòu)兼有鋼與混凝土兩者的優(yōu)點(diǎn),整體強(qiáng)度大、剛性好、抗震性能良好,當(dāng)采用外包混凝土構(gòu)造時(shí),更具有良好的耐火和耐腐蝕性能。組合結(jié)構(gòu)構(gòu)件一般可降低用鋼量15~20%。組合樓蓋及鋼管混凝土構(gòu)件,還具有少支模或不支模、施工方便快速的優(yōu)點(diǎn),推廣潛力較大。適用于隨較大荷載的多層或高層建筑的框架梁、柱及樓蓋,工業(yè)建筑柱和樓蓋等。
(5)高強(qiáng)度螺栓連接與焊接技術(shù)。高強(qiáng)螺栓是通過磨擦力來(lái)傳遞應(yīng)力
,由螺栓、螺母和墊圈三部分組成。高強(qiáng)螺栓連接施工簡(jiǎn)便、拆除靈活、承載力高、抗疲勞性能和自鎖性好、安全性高等優(yōu)點(diǎn),工程中已取代了鉚接和部分焊接,成為鋼結(jié)構(gòu)制作及安裝中的主要連接手段。在車間內(nèi)制作的鋼構(gòu)件,厚板應(yīng)采用自動(dòng)多絲弧埋焊,箱形柱隔板應(yīng)采用熔咀電渣焊等技術(shù)?div id="jfovm50" class="index-wrap">,F(xiàn)場(chǎng)安裝施工中,應(yīng)采用半自動(dòng)焊技術(shù)和氣體保護(hù)焊藥芯焊絲及自保護(hù)藥芯焊絲技術(shù)。
(6)鋼結(jié)構(gòu)防護(hù)技術(shù)
。鋼結(jié)構(gòu)防護(hù)包括防火、防腐、防銹,一般是采用在防火涂料處理后無(wú)需再作防銹處理,但在有腐蝕氣體的建筑中尚需作防腐處理。國(guó)內(nèi)防火涂料種類較多,如TN系列 、MC-10等,其中MC-10防火涂料有醇酸磁漆 、氯化橡膠漆 、氟橡膠涂料及氯磺化涂料等。在施工中應(yīng)根據(jù)鋼結(jié)構(gòu)型式 、耐火等級(jí)要求及環(huán)境要求選用合適的涂料及涂層厚度 。
五 、鋼結(jié)構(gòu)的目標(biāo)與措施:
鋼結(jié)構(gòu)工程涉及面廣,技術(shù)難度大
,在推廣應(yīng)用中必須遵循國(guó)家及行業(yè)標(biāo)準(zhǔn)規(guī)范 。各地建設(shè)行政主管部門應(yīng)重視鋼結(jié)構(gòu)工程專業(yè)化階段的建設(shè),組織好質(zhì)檢隊(duì)伍培訓(xùn)工作,并及時(shí)總結(jié)工作實(shí)踐和新技術(shù)應(yīng)用。大專院校、設(shè)計(jì)部門和施工企業(yè)應(yīng)加速鋼結(jié)構(gòu)工程技術(shù)人員培養(yǎng),推廣技術(shù)成熟的鋼結(jié)構(gòu)CAD。群眾學(xué)術(shù)團(tuán)體應(yīng)配合鋼結(jié)構(gòu)技術(shù)的發(fā)展,廣泛開展國(guó)內(nèi)外學(xué)術(shù)交流和培訓(xùn)活動(dòng),積極把鋼結(jié)構(gòu)的設(shè)計(jì)、制作與施工安裝技術(shù)的總體水平,在近期內(nèi)能有獎(jiǎng)勵(lì)的提高。
六、鋼結(jié)構(gòu)的連接方法
鋼結(jié)構(gòu)的連接方法有焊縫連接
、螺栓連接和鉚釘連接三種。
(一)、焊縫連接
焊縫連接是通過電弧產(chǎn)生的熱量使焊條和焊件局部熔化
,經(jīng)冷卻凝結(jié)成焊縫,從而將焊件連接成為一體。
優(yōu)點(diǎn):不削弱構(gòu)件截面,節(jié)約鋼材
,構(gòu)造簡(jiǎn)單,制造方便,連接剛度大 ,密封性能好,在一定條件下易于采用自動(dòng)化作業(yè) ,生產(chǎn)效率高 。
缺點(diǎn):焊縫附近鋼材因焊接高溫作用形成的熱影響區(qū)可能是某些部位材質(zhì)變脆
;焊接過程中鋼材受到分布不均勻的高溫和冷卻 ,使結(jié)構(gòu)產(chǎn)生焊接殘余應(yīng)力和殘余變形 ,對(duì)結(jié)構(gòu)的承載力 、剛度和使用性能有一定影響;焊接結(jié)構(gòu)由于剛度大 ,局部裂紋一經(jīng)發(fā)生很容易擴(kuò)展到整體 ,尤其是在低溫下易發(fā)生脆斷;焊縫連接的塑性和韌性較差 ,施焊時(shí)可能產(chǎn)生缺陷 ,使疲勞強(qiáng)度降低。
(二)
、螺栓連接
螺栓連接是通過螺栓這種緊固件把連接件連接成為一體
。 螺栓連接分普通螺栓連接和高強(qiáng)度螺栓連接兩種。
優(yōu)點(diǎn):施工工藝簡(jiǎn)單
、安裝方便 ,特別適用于工地安裝連接 ,也便于拆卸 ,適用于需要裝拆結(jié)構(gòu)和臨時(shí)性連接。
缺點(diǎn):需要在板件上開孔和拼裝時(shí)對(duì)孔
,增加制造工作量,且對(duì)制造的精度要求較高;螺栓孔還使構(gòu)件截面削弱,且被連接件常需相互搭接或增設(shè)輔助連接板(或角鋼),因而構(gòu)造較繁且多費(fèi)鋼材。
(三)
、 鉚釘連接
鉚釘連接是將一端帶有半圓形預(yù)制釘頭的鉚釘,將釘桿燒紅后迅速插入連接件的釘孔中
,然后用鉚釘槍將另一端也打鉚成釘頭,以使連接達(dá)到緊固。
優(yōu)點(diǎn):鉚接傳力可靠,塑性
、韌性均較好,質(zhì)量易于檢查和保證,可用于重型和直接承受動(dòng)力荷載的結(jié)構(gòu)。
缺點(diǎn):鉚接工藝復(fù)雜
、制造費(fèi)工費(fèi)料,且勞動(dòng)強(qiáng)度高,故已基本被焊接和高強(qiáng)度螺栓連接所取代 。
七 、焊接連接
(一)焊接方法
鋼結(jié)構(gòu)常用的焊接方法是電弧焊
,包括手工電弧焊、自動(dòng)或半自動(dòng)電弧焊以及氣體保護(hù)焊等 。
手工電弧焊是鋼結(jié)構(gòu)中最常用的焊接方法,其設(shè)備簡(jiǎn)單
,操作靈活方便。但勞動(dòng)條件差,生產(chǎn)效率比自動(dòng)或半自動(dòng)焊低,焊縫質(zhì)量的變異性大,在一定程度上取決于焊工的技術(shù)水平。
自動(dòng)焊的焊縫質(zhì)量穩(wěn)定
,焊縫內(nèi)部缺陷較少,塑性好,沖擊韌性好,適合于焊接較長(zhǎng)的直接焊縫。半自動(dòng)焊因人工操作,適用于焊曲線或任意形狀的焊縫。自動(dòng)和半自動(dòng)焊應(yīng)采用與主體金屬相適應(yīng)的焊絲和焊劑,焊絲應(yīng)符合國(guó)家標(biāo)準(zhǔn)的規(guī)定,焊劑應(yīng)根據(jù)焊接工藝要求確定。
氣體保護(hù)焊是用惰性氣體(或CO2)氣體作為電弧的保護(hù)介質(zhì),使熔化金屬與空氣隔絕
,以保持焊接過程穩(wěn)定。氣體保護(hù)焊電弧加熱集中,焊接速度快,熔深大,故焊縫強(qiáng)度比手工焊的高。且塑性和抗腐蝕性好,適合于厚鋼板的焊接。
(二)
、焊縫形式
焊縫連接形式根據(jù)被連接構(gòu)件間的相互位置可分為對(duì)接、搭接
、T形連接和角接等四種形式。這些連接所用的焊縫有對(duì)接焊縫和角焊縫兩種基本形式。在具體應(yīng)用時(shí),應(yīng)根據(jù)連接的受力情況,結(jié)合制造、安裝和焊接條件進(jìn)行選擇。
(三)焊縫構(gòu)造
1、對(duì)接焊縫
對(duì)接焊縫傳力直接
、平順、沒有顯著的應(yīng)力集中現(xiàn)象,因而受力性能良好,對(duì)于承受靜、動(dòng)荷載的構(gòu)件連接都適用。但由于對(duì)接焊縫的質(zhì)量要求較高,焊件之間施焊間隙要求較嚴(yán),一般多用于工廠制造的連接中。
2
、角焊縫
角焊縫的形式:角焊縫按其長(zhǎng)度方向和外力作用方向的不同,可分為平行于力作用方向的側(cè)面角焊縫
、垂直于力作用方向的正面角焊縫與力作用方向斜交的斜向角焊縫以及圍焊縫。
角焊縫截面形式又分為普通式
、平坡式和深熔式。圖中hf稱為角焊縫的焊腳尺寸。普通式截面焊腳邊比例為1:1,近似于等腰直角三角形,其傳力線彎折較劇烈,故應(yīng)力集中嚴(yán)重。對(duì)直接承受動(dòng)力荷載的結(jié)構(gòu),為使傳力平順,正面角焊縫宜采用兩焊角邊尺寸比例1:1.5的平坡式(長(zhǎng)邊順內(nèi)力方向),側(cè)面角焊縫宜采用比例為1:1的深熔式。
八
、螺栓連接
(一)普通螺栓連接的構(gòu)造
1
、普通螺栓的形式和規(guī)格
鋼結(jié)構(gòu)采用的普通形式為大六角頭型,其代號(hào)用字母M與公稱和直徑(mm)表示
。工程中常用M18,M20,M22,M24。按國(guó)際標(biāo)準(zhǔn),螺栓統(tǒng)一用螺栓的性能等級(jí)來(lái)表示,如“4.6級(jí)”、“8.8級(jí)”等。小數(shù)點(diǎn)前數(shù)字表示螺栓材料的最低抗拉強(qiáng)度,如“4”表示400N/mm2,“8”表示800N/mm2。小數(shù)點(diǎn)后的數(shù)字(0.6、0.8)表示螺栓材料的屈強(qiáng)比,即屈服點(diǎn)與最低抗拉強(qiáng)度的比值。
根據(jù)螺栓的加工精度
,普通螺栓又分為A、B、C三級(jí)。
A、B級(jí)螺栓(精制螺栓)采用8.8級(jí)鋼材制作
,經(jīng)機(jī)床車削加工而成,表面光滑,尺寸準(zhǔn)確,且配用Ⅰ類孔(即螺栓孔在裝配好的構(gòu)件上鉆成或擴(kuò)鉆成,孔壁光滑,對(duì)孔準(zhǔn)確)。由于其加工精度高,與孔壁接觸緊密,其連接變形小,受力性能好,可用于承受較大剪力和拉力的連接。但制造和安裝較費(fèi)工,成本高,故在鋼結(jié)構(gòu)中較少采用。
C級(jí)螺栓(粗制螺栓)用4.6或4.8級(jí)鋼制作
,加工粗糙,尺寸不夠準(zhǔn)確,只要求Ⅱ類孔(即螺栓孔在單個(gè)零件上一次沖成或不用鉆模鉆成。一般孔徑比螺栓桿徑大1~2mm)。在傳遞剪力時(shí),連接變形大,但傳遞拉力的性能尚好,操作無(wú)需特殊設(shè)備,成本低。常用于承受拉力的螺栓連接和承受靜力荷載或間接承受動(dòng)力荷載結(jié)構(gòu)中的次要受剪連接。
2
、普通螺栓連接的排列
螺栓的排列應(yīng)簡(jiǎn)單
、統(tǒng)一而緊湊 ,滿足受力要求 ,構(gòu)造合理又便于安裝。排列方式有并列和錯(cuò)列兩種排列(如圖所示) 。并列較簡(jiǎn)單,錯(cuò)列較緊湊 。
(二)普通螺栓連接的受力特點(diǎn)
1
、受剪螺栓連接
2、受拉螺栓連接
3 、拉剪螺栓連接
(三)高強(qiáng)度螺栓的受力特點(diǎn)
高強(qiáng)度螺栓連接按設(shè)計(jì)和受力要求可分為摩擦型和承壓型兩種
。摩擦型連接在承受剪切時(shí),以外剪力達(dá)到板件間可能發(fā)生的最大摩阻力為極限狀態(tài) ;當(dāng)超過時(shí)板件間發(fā)生相對(duì)滑移,即認(rèn)為連接已失效而破壞。承壓型連接在受剪時(shí),則允許摩擦力被克服并發(fā)生板件間相對(duì)滑移,然后外力可以繼續(xù)增加,并以此后發(fā)生的螺桿剪切或孔壁承壓的最終破壞為極限狀態(tài)。
來(lái)源:江蘇中偉新材
組委會(huì)聯(lián)系方式
項(xiàng)目一組
盧毅 江彩霞
座機(jī):020-61199942 座機(jī):020-62139617
手機(jī):137 1143 0398 手機(jī):159 1574 4203
Q Q:323201814 Q Q:3197096891
殷鋒 黃崢嶸
座機(jī):020-62139606 座機(jī):020-62139626
手機(jī):185 6528 2359 手機(jī):159 1936 9801
Q Q:1684672007 Q Q:2724397436
項(xiàng)目二組
李健銘 項(xiàng)國(guó)澳
座機(jī):020-61198891 座機(jī):020-62139624
手機(jī):158 1708 8364 手機(jī):135 8050 2528
Q Q:3544579318 Q Q:3275574349
梁建林
座機(jī):020-62139604
手機(jī):155 2139 4660
Q Q:516165433
市場(chǎng)部·媒體合作
郭穗豐 鄧海蓮
座機(jī):020-61198886 座機(jī):020-61198851
手機(jī):134 1817 7414 手機(jī):183 1900 4798
Q Q:602619772 Q Q:2135571196
下一資訊:木結(jié)構(gòu) |木結(jié)構(gòu)房屋為何大震不倒
上一資訊:裝配式建筑 |裝配式建筑從“結(jié)構(gòu)裝配”向“整體裝配”轉(zhuǎn)型升級(jí)
更多相關(guān)資訊:
木結(jié)構(gòu) |木結(jié)構(gòu)房屋為何大震不倒
(2017-11-09)
綠色建材 |綠色家裝,你必須要知道的環(huán)保建材
(2017-11-09)
行業(yè)資訊 |八大新措施將影響建筑行業(yè)未來(lái)
(2017-11-09)
裝配式建筑 |裝配式建筑從“結(jié)構(gòu)裝配”向“整體裝配”轉(zhuǎn)型升級(jí)
(2017-11-09)
行業(yè)資訊 |共建綠色產(chǎn)業(yè)鏈 走五大技術(shù)路線
(2017-11-09)
綠色建材 |節(jié)能門窗的精髓是什么?主要看這四點(diǎn)
(2017-11-02)
關(guān)于CCTECCTE是華南地區(qū)裝配式建筑、新型建筑工業(yè)化及智慧建筑領(lǐng)域風(fēng)向標(biāo)盛會(huì),展會(huì)以裝配式建筑、裝配式裝修、建筑智能化、綠色工程材料為著力點(diǎn),全景式呈現(xiàn)裝配式建造與裝配式裝修,致力于打造智能建造與建筑工業(yè)化協(xié)同發(fā)展的一站式解決平臺(tái),培育灣區(qū)產(chǎn)業(yè)新動(dòng)能,激發(fā)華南裝配式建筑市場(chǎng)新活力,為建筑界提供一個(gè)碰撞思想、互聯(lián)合作 、產(chǎn)業(yè)融合、資源拓展 、共話發(fā)展的平臺(tái) ,引領(lǐng)新型建筑工業(yè)化新方向 。聯(lián)系我們地址:廣州市白云區(qū)遠(yuǎn)景路時(shí)代商務(wù)中心B棟806
、812A郵編:510403
電話:020-22093641
關(guān)注我們
友情鏈接:
廣東省建材協(xié)裝配式建筑分會(huì)
中華人民共和國(guó)住房和城鄉(xiāng)建設(shè)部
住房和城鄉(xiāng)建設(shè)部科技與產(chǎn)業(yè)化發(fā)展中心
廣東省住房和城鄉(xiāng)建設(shè)廳
廣州市住房和城鄉(xiāng)建設(shè)委員會(huì)
深圳市住房和建設(shè)局
佛山市住房和城鄉(xiāng)建設(shè)管理局
珠海市住房和城鄉(xiāng)規(guī)劃建設(shè)局
中山市住房和城鄉(xiāng)建設(shè)局
惠州市住房和城鄉(xiāng)規(guī)劃建設(shè)局
東莞市住房和城鄉(xiāng)建設(shè)局
江門市住房和城鄉(xiāng)建設(shè)局
粵港澳大灣區(qū)門戶網(wǎng)
中國(guó)設(shè)備管理協(xié)會(huì)裝配式建筑產(chǎn)業(yè)發(fā)展中心官網(wǎng)
-
-
-
 掃一掃關(guān)注微信公眾號(hào)
掃一掃關(guān)注微信公眾號(hào)

廣東建筑工業(yè)化展 2017-11-09 1446
?
一、鋼結(jié)構(gòu)的特點(diǎn):
1
2、鋼結(jié)構(gòu)工作的可靠性較高
3、鋼材的抗振(震)性、抗沖擊性好
4、鋼結(jié)構(gòu)制造的工業(yè)化程度較高
5、鋼結(jié)構(gòu)可以準(zhǔn)確快速地裝配
6、容易做成密封結(jié)構(gòu)
7、鋼結(jié)構(gòu)易腐蝕
8、鋼結(jié)構(gòu)耐火性差
二、常用鋼結(jié)構(gòu)用鋼的牌號(hào)及性能
1
、炭素結(jié)構(gòu)鋼:Q195、Q215、Q235、Q255、Q275等2
3、優(yōu)質(zhì)碳素結(jié)構(gòu)鋼及合金結(jié)構(gòu)鋼
4
三、鋼結(jié)構(gòu)的材料選用原則
鋼結(jié)構(gòu)的材料選用原則是保證承重結(jié)構(gòu)的承載能力和防止在一定條件下出現(xiàn)脆性破壞
《鋼結(jié)構(gòu)設(shè)計(jì)規(guī)范》GB50017-2003提出的四種鋼材型號(hào)是“宜”使用的型號(hào),是在條件許可時(shí)的首先選擇
,并不禁止其它型號(hào)的使用,只要使用的鋼材滿足規(guī)范的要求即可。
四、主要鋼結(jié)構(gòu)技術(shù)內(nèi)容:
(1)高層鋼結(jié)構(gòu)技術(shù)
。根據(jù)建筑高度和設(shè)計(jì)要求分別采用框架、框架支撐、筒體和巨型框架結(jié)構(gòu),其構(gòu)件可采用鋼、勁性鋼筋混凝土或鋼管混凝土。鋼構(gòu)件質(zhì)輕延性好,可采用焊接型鋼或軋制型鋼,適用于超高建層建筑;勁性鋼筋混凝土構(gòu)件剛度大,防火性能好,適用于中高層建筑或底部結(jié)構(gòu);鋼管混凝土施工簡(jiǎn)便,僅用于柱結(jié)構(gòu)。
(2)空間鋼結(jié)構(gòu)技術(shù)?div id="4qifd00" class="flower right">
(3)輕鋼結(jié)構(gòu)技術(shù)
。伴隨著輕型彩色鋼板制成墻體和屋面圍護(hù)結(jié)構(gòu)組成的新結(jié)構(gòu)形式。由5mm以上鋼板焊接或軋制的大斷面薄壁H型鋼墻梁和屋面檁條,圓鋼制成柔性支持系統(tǒng)和高強(qiáng)螺栓連接構(gòu)成的輕鋼結(jié)構(gòu)體系,柱距可從6m到9m,跨度可達(dá)30m或更大,高度可達(dá)十幾米,并可設(shè)輕型吊四。用鋼量20~30kg/m2?div id="d48novz" class="flower left">
(4)鋼混凝土組合結(jié)構(gòu)技術(shù)
(5)高強(qiáng)度螺栓連接與焊接技術(shù)。高強(qiáng)螺栓是通過磨擦力來(lái)傳遞應(yīng)力
(6)鋼結(jié)構(gòu)防護(hù)技術(shù)
五 鋼結(jié)構(gòu)工程涉及面廣,技術(shù)難度大 六、鋼結(jié)構(gòu)的連接方法 鋼結(jié)構(gòu)的連接方法有焊縫連接 (一)、焊縫連接 焊縫連接是通過電弧產(chǎn)生的熱量使焊條和焊件局部熔化 優(yōu)點(diǎn):不削弱構(gòu)件截面,節(jié)約鋼材 缺點(diǎn):焊縫附近鋼材因焊接高溫作用形成的熱影響區(qū)可能是某些部位材質(zhì)變脆 (二) 螺栓連接是通過螺栓這種緊固件把連接件連接成為一體 優(yōu)點(diǎn):施工工藝簡(jiǎn)單 缺點(diǎn):需要在板件上開孔和拼裝時(shí)對(duì)孔 (三) 鉚釘連接是將一端帶有半圓形預(yù)制釘頭的鉚釘,將釘桿燒紅后迅速插入連接件的釘孔中 優(yōu)點(diǎn):鉚接傳力可靠,塑性 缺點(diǎn):鉚接工藝復(fù)雜 七 (一)焊接方法 鋼結(jié)構(gòu)常用的焊接方法是電弧焊 手工電弧焊是鋼結(jié)構(gòu)中最常用的焊接方法,其設(shè)備簡(jiǎn)單 自動(dòng)焊的焊縫質(zhì)量穩(wěn)定 氣體保護(hù)焊是用惰性氣體(或CO2)氣體作為電弧的保護(hù)介質(zhì),使熔化金屬與空氣隔絕 (二) 焊縫連接形式根據(jù)被連接構(gòu)件間的相互位置可分為對(duì)接、搭接 (三)焊縫構(gòu)造 1、對(duì)接焊縫 對(duì)接焊縫傳力直接 2 角焊縫的形式:角焊縫按其長(zhǎng)度方向和外力作用方向的不同,可分為平行于力作用方向的側(cè)面角焊縫 角焊縫截面形式又分為普通式 八 (一)普通螺栓連接的構(gòu)造 1 鋼結(jié)構(gòu)采用的普通形式為大六角頭型,其代號(hào)用字母M與公稱和直徑(mm)表示 根據(jù)螺栓的加工精度 A、B級(jí)螺栓(精制螺栓)采用8.8級(jí)鋼材制作 C級(jí)螺栓(粗制螺栓)用4.6或4.8級(jí)鋼制作 2 螺栓的排列應(yīng)簡(jiǎn)單 (二)普通螺栓連接的受力特點(diǎn) 1 (三)高強(qiáng)度螺栓的受力特點(diǎn) 高強(qiáng)度螺栓連接按設(shè)計(jì)和受力要求可分為摩擦型和承壓型兩種 來(lái)源:江蘇中偉新材 組委會(huì)聯(lián)系方式 項(xiàng)目一組 盧毅 江彩霞 座機(jī):020-61199942 座機(jī):020-62139617 手機(jī):137 1143 0398 手機(jī):159 1574 4203 Q Q:323201814 Q Q:3197096891 殷鋒 黃崢嶸 座機(jī):020-62139606 座機(jī):020-62139626 手機(jī):185 6528 2359 手機(jī):159 1936 9801 Q Q:1684672007 Q Q:2724397436 項(xiàng)目二組 李健銘 項(xiàng)國(guó)澳 座機(jī):020-61198891 座機(jī):020-62139624 手機(jī):158 1708 8364 手機(jī):135 8050 2528 Q Q:3544579318 Q Q:3275574349 梁建林 座機(jī):020-62139604 手機(jī):155 2139 4660 Q Q:516165433 市場(chǎng)部·媒體合作 郭穗豐 鄧海蓮 座機(jī):020-61198886 座機(jī):020-61198851 手機(jī):134 1817 7414 手機(jī):183 1900 4798 Q Q:602619772 Q Q:2135571196 下一資訊:木結(jié)構(gòu) |木結(jié)構(gòu)房屋為何大震不倒 上一資訊:裝配式建筑 |裝配式建筑從“結(jié)構(gòu)裝配”向“整體裝配”轉(zhuǎn)型升級(jí) 木結(jié)構(gòu) |木結(jié)構(gòu)房屋為何大震不倒
(2017-11-09) 綠色建材 |綠色家裝,你必須要知道的環(huán)保建材
(2017-11-09) 行業(yè)資訊 |八大新措施將影響建筑行業(yè)未來(lái)
(2017-11-09) 裝配式建筑 |裝配式建筑從“結(jié)構(gòu)裝配”向“整體裝配”轉(zhuǎn)型升級(jí)
(2017-11-09) 行業(yè)資訊 |共建綠色產(chǎn)業(yè)鏈 走五大技術(shù)路線
(2017-11-09) 綠色建材 |節(jié)能門窗的精髓是什么?主要看這四點(diǎn)
(2017-11-02) 地址:廣州市白云區(qū)遠(yuǎn)景路時(shí)代商務(wù)中心B棟806 郵編:510403 電話:020-22093641
2、受拉螺栓連接
3
更多相關(guān)資訊:
掃一掃關(guān)注微信公眾號(hào)
 參觀及參展申請(qǐng)
參觀及參展申請(qǐng) 在線咨詢
在線咨詢